РОЗМІСТИТИ ОГОЛОШЕННЯ на 100 дошок / Спробуй!
РОЗМІСТИТИ ОГОЛОШЕННЯ на 100 дошок / Спробуй!
 Все для дітей
Все для дітей Нерухомість
Нерухомість Автотранспорт
Автотранспорт Електроніка та техніка
Електроніка та техніка Бізнес / Робота
Бізнес / Робота Послуги
Послуги Мода та стиль
Мода та стиль Будинок та Сад
Будинок та Сад Меблі
Меблі Тварини та рослини
Тварини та рослини Обладнання
Обладнання Будівництво та ремонт
Будівництво та ремонт Спорт / Відпочинок
Спорт / Відпочинок Хобі / Handmade
Хобі / Handmade Колекціонування
Колекціонування Обмін
Обмін Інше
Інше Віддам / Благодійність
Віддам / Благодійність



Лінія формування пачок та герметичної упаковки плит базальтового утеплювача
- Категорія: Обладнання / Різне обладнання
- Сайт: https://www.kbparus.com.ua/
- Теги: , упаковка базальтовой ваты, упаковка плит утеплителя, линия упаковки утеплителя, машина по упаковке в пленку, упаковка в пленку
Обладнання призначене для прийому з лінії виробництва плит і подальшого транспортування продукту до установки для формування пачок утеплювача принципом багатоповерховості, з подальшою герметичною упаковкою.
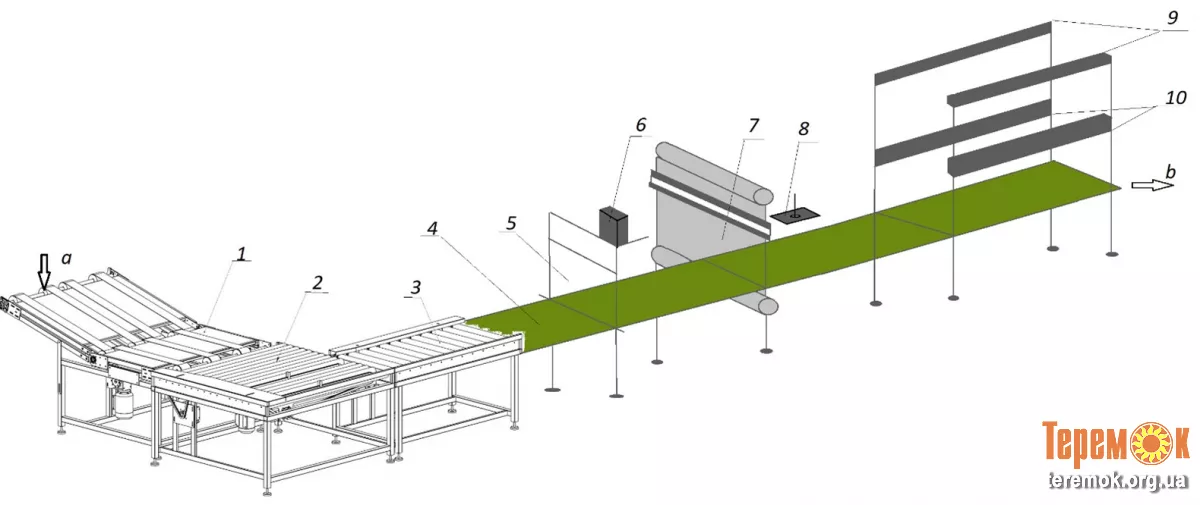
КОМПЛЕКТАЦІЯ ЛІНІЇ ЗГІДНО СХЕМИ 1:
а – вихід з лінії виробництва плит;
1 - приймаючий стрічковий транспортер з регулюванням висоти прийому;
2 - роликовий привідний транспортер 1 з поперечним ланцюговим приводом;
3 - роликовий привідний транспортер 2 (буферний);
4 – приймальний транспортер пакувальної машини;
5 – вузол формування пачок;
6 – блок керування;
7 – вузол поперечної запайки;
8 – притиск;
9 – верхні траверси бічного запайщика;
10 – нижні траверси бічного запайщика;
b – перехід в наступну технологічну зону, зважування.
ТЕХНІЧНІ ХАРАКТЕРИСТИКИ:
Продуктивність - 1.0 – 8.0 шт./хв
Габаритні розміри лінії (ДхШхВ) - 4300*2500*2200 мм
Привід транспортерів - - мотор-редуктор
Швидкість транспортеру подачі в станок формування пачок та упаковки - 0-360 мм/сек., регулюється
Час виходу плити з технологічної лінії - Від 5,5 до 60 сек.
Період між виходами плит технологічної лінії - Не менш ніж 2 сек.
Температура навколишнього середовища при використанні обладнання - -50С / +400С
Розмір плити що транспортується і запаковується - 1000х600х50 мм
Вага плити - Два види : від 4 до 10 кг; від 1,5 до 4 кг
Матеріал плити - Теплоізоляційні плити з базальтового волокна
Щільність плити - Від 25 до 150 кг/м3
Кількість подачі плит на транспортер станка формування пачок - Від 1 до 8 плит/хв., подається з постійним періодом часу, в залежності від кількості плит в хвилину. Відстань між плитами завжди однакова, в залежності від кількості в хвилину.
Кількість операторів на лінії - 1
Максимальна швидкість транспортеру - 1.0 – 11.0 м/хв
Висота приймального транспортера установки формування пачок та упаковки - 720 мм
Ширина транспортера установи формування пачок та упаковки - 730 мм
Довжина ролика транспортера установи формування пачок та упаковки - 610 мм
Управління транспортерами - Розміщується на одному пульті з управлінням станку для формування пачок і упаковки
Номінальна напруга живлення - 220 В, змінного однофазного струму з частотою 50 Гц. Відхилення напруги в межах +/- 10%, від номінального значення
Номінально споживча потужність транспортерів - 1,1кВт
Кількість плит в одній упаковці - 2 або 4 шт
Тиск стисненого повітря - до 7 бар
Привід установки для формування пачок і упаковки - Пневматичний
Витрата повітря установки для формування пачок і упаковки - 130 л/хв
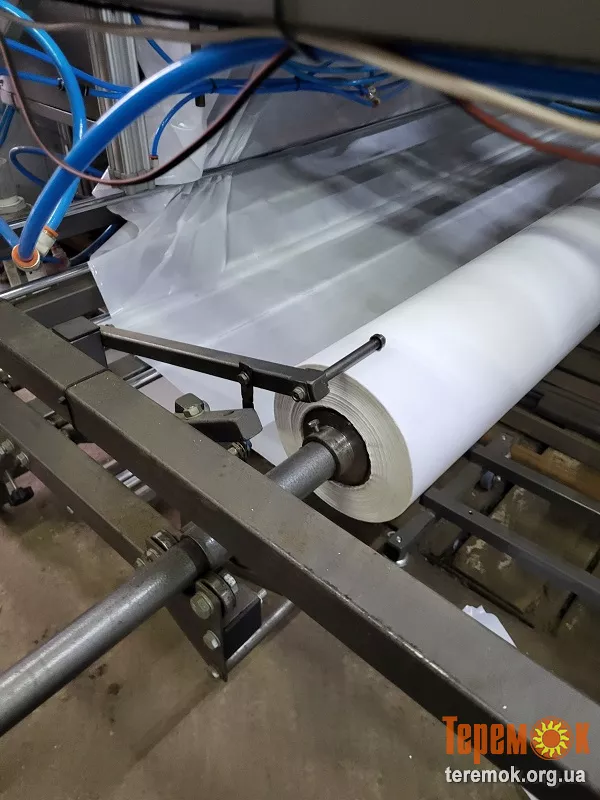
Товщина плівки для упаковки - До 200 мкм
Нагрівальний інструмент - Ніхромова струна, діаметром 0,8 мм
Довжина зварювального шва - 1700 мм- 1шт, 1100 мм – 2шт
Підключення обладнання для формування пачок і упаковки - 220 Вт, 50 Гц
Споживана потужність обладнання для формування пачок і упаковки - 1,1 кВт.
ПОРЯДОК РОБОТИ ОБЛАДНАННЯ:
Приймаючий транспортер має заздалегідь виставлену висоту прийому плити утеплення, має постійну швидкість руху стрічки, яка є швидшою, ніж вихід плит.
Приймаючий транспортер приймає плиту утеплювача і транспортує її до роликового привідного транспортеру. На роликовому транспортері є прийомний борт, з влаштованим датчиком, який при наближенні плити вмикає поперечний ланцюговий привід разом з роликовим привідним транспортером 2, і здійснює зміщення плити з роликового конвеєру 2, до роликового конвеєру 3.
Вмикання живлення здійснюється методом переключання перемикача, на боковій стороні електронної шафи - за часовою стрілкою.
Вмикання робочого режиму здійснюється методом переключання перемикача, на верхній стороні електричної шафи - за часовою стрілкою.
Установка формування пачок складається з транспортера-рольганга для подачі плит принципом багатоповерховості та механізмом подачі сформованих пачок під упаковку в плівку та подальшого паяння.
Установка запаювання пачок складається з вузла фронтального паяння плівки ПВХ, вузла переміщення пачки, у вигляді рольгангу, і самого вузла переміщення, а також спеціальних притисків пачки, з подальшим паянням бокових сторін упаковки, попередньо розправленою механізмом наколювання плівки.
На рухомих траверсах встановлений нагрівальний інструмент, у вигляді струни. Управління процесом формування та пакування здійснюється автоматично, за допомогою електронного блоку.
У блоці управління є рукоятки регулювання потужності нагріву запаювального інструменту - на кожну струну.
На блоці передбачено можливість функціонування кожного рухомого елемента пневмосистеми (ручний режим).
Строк виготовлення – 120 днів.
Умови оплати: передплата 70%, 30% - після заводських випробувань, до відвантаження.
Вартість – за домовленістю, в залежності, від технічних характеристик обладнання.
Гарантія – 12 місяців.
КОМПЛЕКТАЦІЯ ЛІНІЇ ЗГІДНО СХЕМИ 1:
а – вихід з лінії виробництва плит;
1 - приймаючий стрічковий транспортер з регулюванням висоти прийому;
2 - роликовий привідний транспортер 1 з поперечним ланцюговим приводом;
3 - роликовий привідний транспортер 2 (буферний);
4 – приймальний транспортер пакувальної машини;
5 – вузол формування пачок;
6 – блок керування;
7 – вузол поперечної запайки;
8 – притиск;
9 – верхні траверси бічного запайщика;
10 – нижні траверси бічного запайщика;
b – перехід в наступну технологічну зону, зважування.
ТЕХНІЧНІ ХАРАКТЕРИСТИКИ:
Продуктивність - 1.0 – 8.0 шт./хв
Габаритні розміри лінії (ДхШхВ) - 4300*2500*2200 мм
Привід транспортерів - - мотор-редуктор
Швидкість транспортеру подачі в станок формування пачок та упаковки - 0-360 мм/сек., регулюється
Час виходу плити з технологічної лінії - Від 5,5 до 60 сек.
Період між виходами плит технологічної лінії - Не менш ніж 2 сек.
Температура навколишнього середовища при використанні обладнання - -50С / +400С
Розмір плити що транспортується і запаковується - 1000х600х50 мм
Вага плити - Два види : від 4 до 10 кг; від 1,5 до 4 кг
Матеріал плити - Теплоізоляційні плити з базальтового волокна
Щільність плити - Від 25 до 150 кг/м3
Кількість подачі плит на транспортер станка формування пачок - Від 1 до 8 плит/хв., подається з постійним періодом часу, в залежності від кількості плит в хвилину. Відстань між плитами завжди однакова, в залежності від кількості в хвилину.
Кількість операторів на лінії - 1
Максимальна швидкість транспортеру - 1.0 – 11.0 м/хв
Висота приймального транспортера установки формування пачок та упаковки - 720 мм
Ширина транспортера установи формування пачок та упаковки - 730 мм
Довжина ролика транспортера установи формування пачок та упаковки - 610 мм
Управління транспортерами - Розміщується на одному пульті з управлінням станку для формування пачок і упаковки
Номінальна напруга живлення - 220 В, змінного однофазного струму з частотою 50 Гц. Відхилення напруги в межах +/- 10%, від номінального значення
Номінально споживча потужність транспортерів - 1,1кВт
Кількість плит в одній упаковці - 2 або 4 шт
Тиск стисненого повітря - до 7 бар
Привід установки для формування пачок і упаковки - Пневматичний
Витрата повітря установки для формування пачок і упаковки - 130 л/хв
Товщина плівки для упаковки - До 200 мкм
Нагрівальний інструмент - Ніхромова струна, діаметром 0,8 мм
Довжина зварювального шва - 1700 мм- 1шт, 1100 мм – 2шт
Підключення обладнання для формування пачок і упаковки - 220 Вт, 50 Гц
Споживана потужність обладнання для формування пачок і упаковки - 1,1 кВт.
ПОРЯДОК РОБОТИ ОБЛАДНАННЯ:
Приймаючий транспортер має заздалегідь виставлену висоту прийому плити утеплення, має постійну швидкість руху стрічки, яка є швидшою, ніж вихід плит.
Приймаючий транспортер приймає плиту утеплювача і транспортує її до роликового привідного транспортеру. На роликовому транспортері є прийомний борт, з влаштованим датчиком, який при наближенні плити вмикає поперечний ланцюговий привід разом з роликовим привідним транспортером 2, і здійснює зміщення плити з роликового конвеєру 2, до роликового конвеєру 3.
Вмикання живлення здійснюється методом переключання перемикача, на боковій стороні електронної шафи - за часовою стрілкою.
Вмикання робочого режиму здійснюється методом переключання перемикача, на верхній стороні електричної шафи - за часовою стрілкою.
Установка формування пачок складається з транспортера-рольганга для подачі плит принципом багатоповерховості та механізмом подачі сформованих пачок під упаковку в плівку та подальшого паяння.
Установка запаювання пачок складається з вузла фронтального паяння плівки ПВХ, вузла переміщення пачки, у вигляді рольгангу, і самого вузла переміщення, а також спеціальних притисків пачки, з подальшим паянням бокових сторін упаковки, попередньо розправленою механізмом наколювання плівки.
На рухомих траверсах встановлений нагрівальний інструмент, у вигляді струни. Управління процесом формування та пакування здійснюється автоматично, за допомогою електронного блоку.
У блоці управління є рукоятки регулювання потужності нагріву запаювального інструменту - на кожну струну.
На блоці передбачено можливість функціонування кожного рухомого елемента пневмосистеми (ручний режим).
Строк виготовлення – 120 днів.
Умови оплати: передплата 70%, 30% - після заводських випробувань, до відвантаження.
Вартість – за домовленістю, в залежності, від технічних характеристик обладнання.
Гарантія – 12 місяців.
подано: 12.12.2024
номер: 531160 перегляди: 799
Схожі оголошення








Навігація

VIP-оголошення